



La dosificación precisa de los aditivos en el pienso es el primer paso para lograr la especificación requerida.
Se debe tener especial cuidado para evitar problemas de inexactitud al dosificar líquidos, para evitar problemas en la mezcladora. En este artículo explicaremos como se puede lograr.
| La precisión en la dosificación se ha convertido en un tema de vital importancia debido a la necesidad de cumplir con los altos estándares actuales de calidad en la producción de alimentos. |
La dosificación influye en la homogeneidad de la mezcla, que a su vez determina los parámetros de calidad del pienso.
El grado de homogeneidad que se puede lograr con los aditivos líquidos y sólidos depende en parte de la cantidad absoluta dosificada.
Un mejor funcionamiento de la mezcladora se requiere cuando más pequeña es esta cantidad.
Los errores de dosificación también son importantes; los errores típicos de dosificación van desde ± 0.02-0.05 kg para productos secos y ± 0.1-0.2 kg para líquidos.
Si bien la dosificación gravimétrica (manual o automática) es el estándar para los micro ingredientes secos, los sistemas de dosificación volumétrica o gravimétrica en combinación con los sistemas de pulverización (spraying en Inglés) son muy comunes para incorporar aditivos líquidos e ingredientes en el mezclador.
Los dispositivos de medición volumétrica para líquidos son sensibles a la temperatura y a la viscosidad.
![]()

 |

La adición inadecuada de líquidos puede generar grumos
La adición de líquidos genera aglomeraciones al unir partículas pequeñas con partículas de mayor tamaño. Esto se ilustra en la Imagen 1: partícula d vs. partícula D.
→ Los líquidos viscosos que se rocían sobre los polvos crean enlaces entre las partículas sólidas vecinas, lo que impide su libre movimiento y, en consecuencia, una mezcla adecuada.
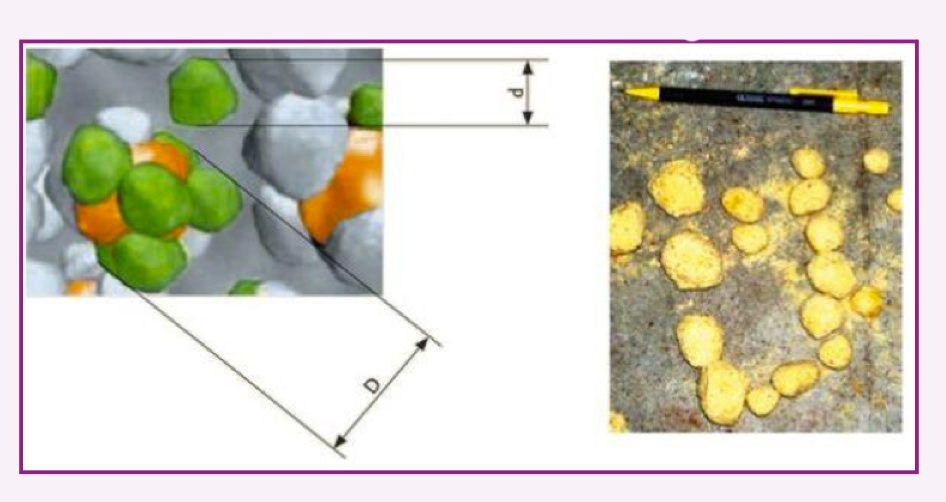
Imagen 1 – Aumento del tamaño de partículas y formación de grumos debido a la adhesión a líquidos añadidos.
Este hecho es más problemático al comienzo del ciclo de mezclado cuando las materias primas, y en particular los aditivos, están completamente segregados y la acción de mezclado es más necesaria.
Mejorando la homogeneidad
» Para superar los problemas de agregación, una práctica común es generar un tiempo de mezcla en seco al comienzo del ciclo de mezclado, durante el cual los sólidos pueden comenzar a mezclarse sin que interfiera la adición de líquido.
» Agregar aceite o grasa a tasas aproximadamente del 1% al final del proceso de mezclado tiene el beneficio de estabilizar la mezcla, evitando así la desmezcla del alimento en las líneas de transporte. Pero cuando se pulverizan micro ingredientes a tasas de dosis relativamente bajas, de aproximadamente 0,1-0,3%, el aumento del tamaño de partícula de pulverización del aditivo compromete la mezcla de estos micro ingredientes con las partículas principales del pienso.

La adición de micro ingredientes sólidos a una tolva antes del mezclador generalmente tiene un efecto positivo en la homogeneidad, especialmente si se agrega como un “sándwich” entre dos ingredientes macro o principales.
→ Cuando se vierten los ingredientes principales y micro de la tolva en el mezclador, se realiza una premezcla e incluso la pulverización prematura de líquidos tendrá un efecto menos pronunciado sobre la homogeneidad de estos ingredientes.

Evitar altos niveles de adición de líquidos
Las mezcladoras en algunas fábricas de alimentos se utilizan para agregar una variedad de líquidos, tales como: aceite, grasa, cloruro de colina y análogos líquidos de aminoácidos.
Otro aspecto a considerar es la capacidad limitada de la mezcla para absorber estos líquidos.

La adición simultánea puede causar aglomeraciones
La adición simultánea de varios aditivos líquidos plantea problemas adicionales al diseño del equipo. La posición óptima para las boquillas de pulverización en los mezcladores está en muchos casos restringida por tolvas y compuertas para ingredientes menores y premezclas.
Hemos visto ejemplos de varios líquidos rociándose de manera simultánea sobre la misma área en el mezclador.
→ Esto resulta en una gran cantidad de líquidos en ciertas partes de la harina. Se formarán grumos que tendrán una concentración mucho más alta de aditivos líquidos que el resto de la mezcla, y la calidad del alimento se verá deteriorada.
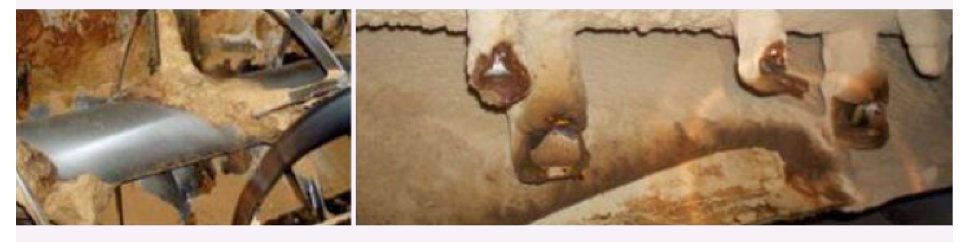
Imagen 2 – Formación de costras en herramientas de mezclado y el área de pulverización.
Merma de la producción con adición de líquidos
Los líquidos, a diferencia de los productos secos, no pueden verterse en el mezclador; deben agregarse a una velocidad razonable para evitar que se exceda la capacidad local de las partículas sólidas expuestas para absorber el líquido.
→ Esto daría como resultado un agregado similar a una pasta, que es el punto de partida para la formación de aglomeraciones y grumos.
Por lo tanto, los aditivos líquidos deben introducirse mucho más lentamente en el mezclador que sus homólogos sólidos. Obviamente, esto tiene el efecto de alargar el tiempo del ciclo, lo que reduce el rendimiento de salida del mezclador.

Conclusiones
⇒ Dosificación y mezclado son los procesos claves en la fábrica de pienso y tienen gran impacto en producción y calidad final de los mismos.
⇒ La tendencia en la industria de acelerar el procesamiento de cargas requiere especial atención respecto al ciclo de dosificación y mezclado. Especialmente sistemas de adición de líquidos se vuelven el cuello de botella: tiempos más breves para producir lotes resultan en tiempos más breves de mezclado y pulverización.
⇒ El factor limitante para adicionar líquidos es la capacidad de la mezcla para absorber líquidos agregados a altas tasas de dosificación.
Al agregar líquidos es muy importante examinar y mantener buenas tasas de llenado de la mezcladora. Si no se formarán grumos y costras en las paredes y herramientas dentro del equipo.
En la producción de piensos es importante examinar la precisión de trabajo de los procesos de dosificación y mezcla para asegurar la calidad de la producción y optimización de los procesos, así como en el mantenimiento.