




Distillers Dried Grain with Solubles – DDGS: conhecer a produção para otimizar a aplicação
 Os movimentos de empresas globais e governos para geração de energias limpas e renováveis é inegociável e reversível para redução do aquecimento global, atraindo olhares da sociedade e investimentos para processos fermentativos de produção de etanol. Diversos produtos podem ser utilizados para a obtenção do etanol, entre eles a
Os movimentos de empresas globais e governos para geração de energias limpas e renováveis é inegociável e reversível para redução do aquecimento global, atraindo olhares da sociedade e investimentos para processos fermentativos de produção de etanol. Diversos produtos podem ser utilizados para a obtenção do etanol, entre eles a
- Biomassa;
- Cana-de-açúcar e
- O milho.
Os processos de produção de etanol de cana-de-açúcar são de fato considerados renováveis e sustentáveis, uma vez que o bagaço da cana é capaz de suprir toda a energia necessária para a fase industrial da produção do etanol. Produzindo cerca de sete mil litros de etanol por hectare, o milho produz apenas quatro mil litros.
 No entanto, a cana-de-açúcar não pode ser armazenada para processamento no período de entressafra, o que não ocorre com o milho, que pode ser estocado ao longo do ano mantendo a produção do etanol.
No entanto, a cana-de-açúcar não pode ser armazenada para processamento no período de entressafra, o que não ocorre com o milho, que pode ser estocado ao longo do ano mantendo a produção do etanol.
 O Brasil é referência mundial na produção sustentável e eficiente do etanol a base de cana-de-açúcar, diferente dos EUA que utilizam principalmente milho. Entretanto, investimentos exponenciais em novas indústrias, implementando tecnologias inovadoras com aproveitamento completo da biomassa permitem atingir produção de etanol à base de milho com:
O Brasil é referência mundial na produção sustentável e eficiente do etanol a base de cana-de-açúcar, diferente dos EUA que utilizam principalmente milho. Entretanto, investimentos exponenciais em novas indústrias, implementando tecnologias inovadoras com aproveitamento completo da biomassa permitem atingir produção de etanol à base de milho com:
- Carbono neutro;
- Geração de energia elétrica;
- Retenção e aplicação do CO2 das fermentações e
- Produção de Distillers Dried Grain with Solubles (DDGS) ou Distillers Dried Grain (DDG).
Processamento do milho e preparação do amido por via úmida
O processamento convencional ou via úmida de amido para produção de etanol está bem estabelecido e com alto custo comparado à via seca. O processamento por via úmida utiliza somente o amido para a fermentação, por isso resulta em variados coprodutos, tais como: fibra, glúten e gérmen. [cadastrar]
![]() O gérmen é removido e o óleo de milho é extraído do gérmen. A farinha de gérmen restante é adicionada à fibra e glúten de milho. O glúten também pode ser separado para se tornar farinha de glúten de milho. O óleo é o produto de maior importância, obtendo-se um total de 34 a 38 kg para cada tonelada de milho.
O gérmen é removido e o óleo de milho é extraído do gérmen. A farinha de gérmen restante é adicionada à fibra e glúten de milho. O glúten também pode ser separado para se tornar farinha de glúten de milho. O óleo é o produto de maior importância, obtendo-se um total de 34 a 38 kg para cada tonelada de milho.
O amido é a fração de maior volume utilizado principalmente na produção de bioetanol. Para promover a hidrólise do amido, a massa é aquecida a 105°C rompendo fisicamente os grânulos e abrindo a estrutura cristalina do amido para a ação das enzimas α-amilase e glucoamilase, o que aumenta a viscosidade da pasta em 20 vezes, tornando a mistura e o bombeamento difíceis.
![]() Na etapa de hidrólise, os processos tecnológicos que utilizam cozimento do amido a temperaturas de 30 a 105°C requerem o uso de cal, soda cáustica e ácido sulfúrico para controle de pH, demandando energia e representando de 10 a 20% o preço do bioetanol.
Na etapa de hidrólise, os processos tecnológicos que utilizam cozimento do amido a temperaturas de 30 a 105°C requerem o uso de cal, soda cáustica e ácido sulfúrico para controle de pH, demandando energia e representando de 10 a 20% o preço do bioetanol.
Processamento do milho e preparação do amido por via seca
As indústrias brasileiras vêm predominantemente utilizando o processo via seca, que reduz o consumo de energia com a diminuição da temperatura de processamento na conversão do amido à glicose, baixando no início da gelatinização, por exemplo, a 65°C para o amido de milho.
No método de moagem a seco, nada é feito para separar o amido de milho do grão. Todo o grão de milho é moído em uma farinha grossa por meio de um moinho de martelo ou rolo, para passar por uma tela de 30 mesh, e então misturado com água para formar uma pasta.

O amido granular é insolúvel em meio aquoso, a degradação dos grânulos por enzimas ocorre na fase sólida. Estudos têm demonstrado que as enzimas primeiro são adsorvidas na superfície do grânulo de amido para iniciar a degradação. O mecanismo de equilíbrio de adsorção existente na hidrólise enzimática para a formação de glicose pode ser aplicado apenas no início da reação.
Conforme avança a hidrólise enzimática, pequenas cavidades são formadas e ocorre a difusão das enzimas nos poros e nos canais dos grânulos, permitindo a difusão de amilases.
 Convencionalmente, a massa é cozida a 100°C com injeção de vapor, a mistura é bombeada para tanques de retenção e a temperatura pode cair para 80-90°C. Alfa-amilase adicional é incorporada à pasta liquefeita. Para melhor ação da enzima nesta etapa, o pH da mistura é ajustado para 6,0 por pelo menos 30 minutos.
Convencionalmente, a massa é cozida a 100°C com injeção de vapor, a mistura é bombeada para tanques de retenção e a temperatura pode cair para 80-90°C. Alfa-amilase adicional é incorporada à pasta liquefeita. Para melhor ação da enzima nesta etapa, o pH da mistura é ajustado para 6,0 por pelo menos 30 minutos.
 A liquefação reduz bastante o tamanho do polímero de amido. O mosto dextrinizado é então resfriado, ajustado para pH 4,5 e a enzima glucoamilase é adicionada. A glucoamilase converte o amido liquefeito em glicose.
A liquefação reduz bastante o tamanho do polímero de amido. O mosto dextrinizado é então resfriado, ajustado para pH 4,5 e a enzima glucoamilase é adicionada. A glucoamilase converte o amido liquefeito em glicose.
Processo fermentativo
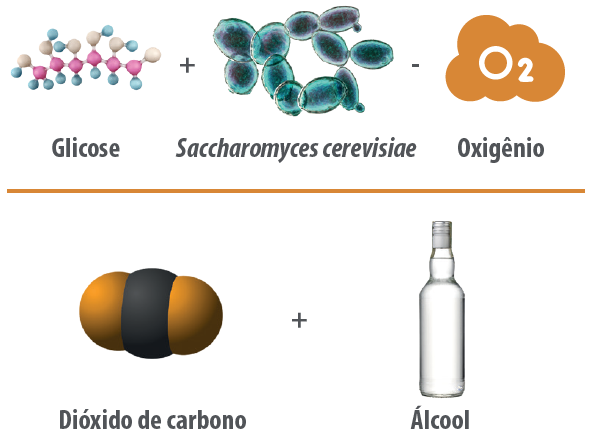
Na fermentação, a glicose é transformada em álcool e dióxido de carbono pela ação da levedura Saccharomyces cerevisiae. O amido não convertido a glicose não é fermentado, permanecendo íntegro.
Componentes e produtos do processo fermentativo
O mosto é resfriado a 32 °C e transferido para fermentadores, onde o fermento é adicionado. Frequentemente, sulfato de amônio ou ureia são adicionados como fonte de nitrogênio para o crescimento da levedura. Recentemente, os moinhos de etanol a seco também começaram a adicionar enzimas acessórias como proteases.
 A fermentação requer 48-72 horas para obter uma concentração final de etanol de 10-12%. O pH do caldo diminui durante a fermentação para abaixo de pH 4,0 devido ao dióxido de carbono formado durante a fermentação do etanol.
A fermentação requer 48-72 horas para obter uma concentração final de etanol de 10-12%. O pH do caldo diminui durante a fermentação para abaixo de pH 4,0 devido ao dióxido de carbono formado durante a fermentação do etanol.
A diminuição do pH é importante para aumentar a atividade da glucoamilase e inibir o crescimento de bactérias contaminantes.
Plantas de moagem a seco podem reduzir a quantidade de glucoamilase adicionada por sacarificação do amido liquefeito a 65°C antes da fermentação. Muitas plantas, no entanto, utilizam a sacarificação e fermentação simultâneas pelos seguintes fatores:
- Reduz a oportunidade de contaminação microbiana;
- Diminui o estresse osmótico inicial da levedura, evitando uma solução concentrada de glicose;
- Geralmente é mais eficiente em termos de energia;
- Pode fornecer rendimentos de até 8% a mais de etanol.
 Após concluída a fermentação, o mostro é centrifugado e destilado através de colunas de destilação para ebulição do álcool. Nesta etapa é possível obter etanol a 95% e os materiais restantes separados da substância são denominados vinhaça.
Após concluída a fermentação, o mostro é centrifugado e destilado através de colunas de destilação para ebulição do álcool. Nesta etapa é possível obter etanol a 95% e os materiais restantes separados da substância são denominados vinhaça.
A vinhaça contendo água, óleo, proteína e componentes do grão e os resíduos de fermentação são centrifugados e em alguns casos, extrusada para separação dos grãos úmidos (sólidos) e vinhaça fina.
Os solúveis são resultado da vinhaça fina após a evaporação e posteriormente serão incorporados aos grãos úmidos, formando uma mistura úmida chamada de WDGS (do inglês, Wet Distillers Grains with Solubles).
Estes produtos com alta umidade são ofertados para a bovinocultura, com limitação devido aos custos do transporte do produto e adicionalmente à validade de apenas uma semana, podendo ser ainda menor em locais com alta temperatura.
 No entanto, as indústrias podem secar o WDGS à umidade de 10 a 12%, proporcionando maior viabilidade para o transporte a distâncias maiores e aumentando o prazo de validade. Enquanto isso, a adoção de tecnologias de destilação da vinhaça fina permite a extração de óleo, adicionando esse produto em seu portfólio.
No entanto, as indústrias podem secar o WDGS à umidade de 10 a 12%, proporcionando maior viabilidade para o transporte a distâncias maiores e aumentando o prazo de validade. Enquanto isso, a adoção de tecnologias de destilação da vinhaça fina permite a extração de óleo, adicionando esse produto em seu portfólio.
Este óleo de milho destilado contém acidez oleica entre 10 e 15% e não compondo mais os solúveis que serão adicionados ao WDGS, gera um coproduto chamado de WGDS ou DDGS, com composição reduzida em óleo.
Tecnologias de desenvolvimento aplicando proteases (alcalase, papaína e tripsina) nos solúveis condensados de destilado de milho (CCDS) para clivagem de proteínas ou frações proteicas com aplicações farmacêuticas, domésticas e para nutrição animal e humana (como a purificação de aminoácidos), ampliam a possibilidade de geração de coprodutos nas indústrias.
 Variações de tecnologias de fermentação como a remoção da fração fibrosa do milho durante a moagem e adicionando solúveis a este produto, geram um material diferenciado com alta fibra. Enquanto a vinhaça deste processo fermentativo não tem adição dos solúveis (DDG), resultando em produto com proteína superior a 40%.
Variações de tecnologias de fermentação como a remoção da fração fibrosa do milho durante a moagem e adicionando solúveis a este produto, geram um material diferenciado com alta fibra. Enquanto a vinhaça deste processo fermentativo não tem adição dos solúveis (DDG), resultando em produto com proteína superior a 40%.
Com a produção de etanol em larga escala, a exploração de DDGS e DDG como ingrediente na ração animal é uma realidade para garantir a sustentabilidade e a viabilidade da indústria do bioetanol.

Embora a indústria tenha um acréscimo no custo de energia devido ao processo de secagem para alcançar 10% de umidade, este custo é diluído com a venda do coproduto, a qual reduz o custo da produção do etanol de milho.
A aplicação eficiente do DDGS, DDG e óleo de milho na alimentação animal é fundamental para sustentabilidade da cadeia de produtiva de etanol.
Perspectivas
 No Brasil, não são encontradas prospecções oficiais para produção de coprodutos de destilaria. Porém, estudos indicam aumento da produção entre 115% do ano de 2021 a 2025, com volume estimado em 4,9 milhões de toneladas por ano.
No Brasil, não são encontradas prospecções oficiais para produção de coprodutos de destilaria. Porém, estudos indicam aumento da produção entre 115% do ano de 2021 a 2025, com volume estimado em 4,9 milhões de toneladas por ano.
Os volumes crescentes de ofertas de DDG e DDGS no Brasil, originados principalmente nos estados de Mato Grosso, Mato Grosso do Sul, Goiás e São Paulo e no Paraguai são importantes para a manutenção da oferta de insumos para a alimentação dos animais e para redução de custo de produção de carne.
Entretanto, as matrizes nutricionais amplamente utilizadas em outros países, como Estados Unidos e Europa, não são adequadamente aplicadas nas dietas brasileiras de aves e suínos.
 Esta dificuldade de aplicação de matriz nutricional ao produto pode estar relacionada a ampla variação da composição do DDGS que é resultado de diferentes processos de produção entre as indústrias, associada às dificuldades de padronização do coproduto da fermentação alcoólica em escala industrial.
Esta dificuldade de aplicação de matriz nutricional ao produto pode estar relacionada a ampla variação da composição do DDGS que é resultado de diferentes processos de produção entre as indústrias, associada às dificuldades de padronização do coproduto da fermentação alcoólica em escala industrial.
Embora existam estudos abrangentes em relação à variabilidade do DDGS de milho dentro da planta com diferentes dosagens ou mesmo a remoção de produtos como óleo e solúveis, informações de impacto das variações dos produtos e entre lotes de produção sobre as características de disponibilidade de nutrientes como proteínas, energia e aminoácidos são escassos para aplicação rápida e eficaz na correção de matrizes nutricionais de aves e suínos.
Referências Bibliográficas sob consulta
[/cadastrar]










